为了给您提供更全面的(兰州)【本地】不锈钢焊管304不锈钢拉丝板主推产品产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:(兰州)【本地】不锈钢焊管304不锈钢拉丝板主推产品的图文介绍
万宇金属材料有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 兰州316不锈钢管用户的利益和需要,想用户所想、急用户所急,为用户的 兰州316不锈钢管正常使用做好我们的服务工作,赢得了广大用户的信任和支持。

【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
与304不锈钢焊管厂配套使用的侧面进水专用三通或四通管件,属于304不锈钢焊管挤压胶圈密封滑动接头,一般允许伸缩滑动的距离均在常规施工和使用阶段的温差范围以内,根据UPVC管线膨胀系统,允许管长为4M,也就是说无论是立管还是横支管,只要管段在4M以内,均不要再另设伸缩节。304不锈钢焊管采用螺母挤压胶圈密封接头。这种接头是一种滑动接头,可以起伸缩的作用,因此应按规程考虑管子插入后适当的预留间隙。304不锈钢焊管避免施工中由于个别操作人员图省事,造成预留间隙过大或过小,日后随季节温度变化,管道变形引起渗漏。从国产不锈钢管产品上看,钢种以奥氏体钢为主,无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管;焊接管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管。
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
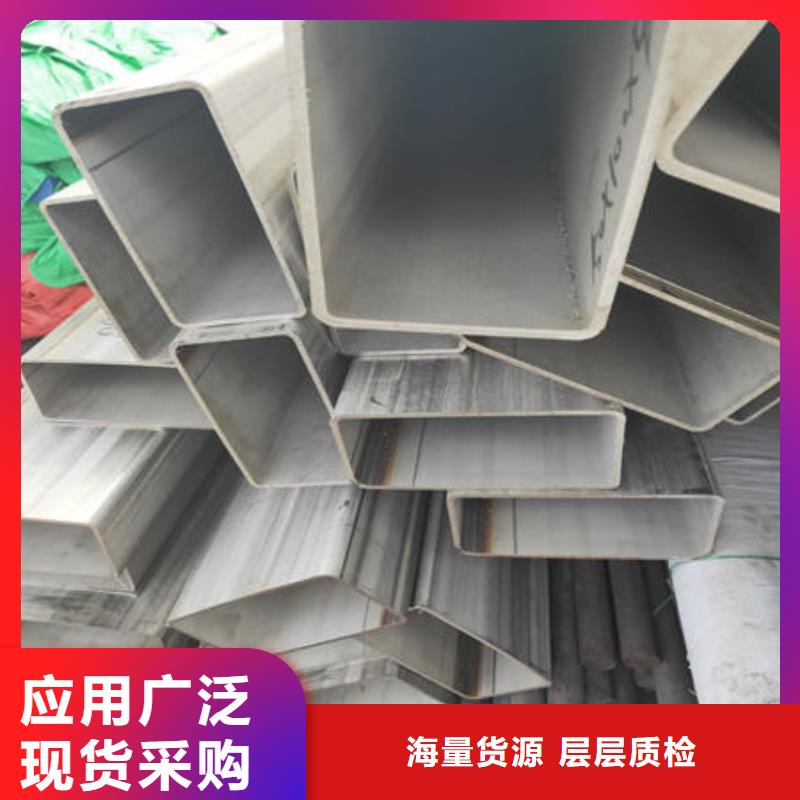
那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。国内外不锈钢市场发展迅速,其中不锈钢焊管被应用到越来越多的行业当中。我们知道,按照表面处理方式不同来划分,可将不锈钢焊管分为带焊缝酸洗焊管与抛光不锈钢焊管,那么,究竟哪一种焊管更具优势呢?
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
我们在使用不锈钢焊管的过程中,若是沾到油渍该怎么办呢?如何在清除油渍的同时又不对不锈钢焊管造成损伤?采用化学除油的方法能够更好地达到预期效果,其操作要点有以下几个:化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。使用12-15%的硝酸(按体积)进行化学除油处理,温度为40℃-60℃,时间为2-4小时。不锈钢焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动不锈钢焊管,使内腔溶液不断更换,以提高效果,必要时取出不锈钢焊管,用水气冲洗后再进行浸泡。化学除油直至管件表面完全被水润湿。在去除不锈钢焊管的油渍时,采用化学除油的好处就在于能够做到深层清洁,但同时又不损伤焊管本身,其中的操作细节是您需要注意的。此外,在平时对不锈钢焊管进行存储时也应当保证环境足够清洁,否则潮湿引起的腐蚀对于焊管也是极大的伤害。随着不锈钢焊管品牌数量的不断增多,
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")
【本地】不锈钢焊管304不锈钢拉丝板主推产品")



 扫一扫
扫一扫